- ASA必威体育国际权威认证官网
- ABS塑胶原料
- AS塑胶原料
- PP塑胶原料
- GPPS塑胶原料
- HIPS塑胶原料
- LLDPE塑胶原料
- LDPE塑胶原料
- HDPE塑胶原料
- K(Q)胶
- PETG必威体育国际权威认证官网
- CA醋酸纤维素
- CAB醋酸丁酸纤维素
- CAP醋酸丙酸纤维素
- COC环状烯烃共聚物
- EVA弹性体塑料
- POE聚烯烃弹性体
- EPDM三元乙丙橡胶
- Surlyn离子聚合物
- EVOH高阻隔塑料
- EPS发泡塑胶原料
- POM必威体育国际权威认证官网
- PC必威体育国际权威认证官网
- PBT必威体育国际权威认证官网
- PC/ABS必威体育国际权威认证官网
- PPE必威体育国际权威认证官网
- COP必威体育国际权威认证官网
- POE必威体育国际权威认证官网
- PA46必威体育国际权威认证官网
- PET必威体育国际权威认证官网
- PMMA必威体育国际权威认证官网
- PA66必威体育国际权威认证官网
- PA12必威体育国际权威认证官网
- PA11必威体育国际权威认证官网
- PA6必威体育国际权威认证官网
- PA9T必威体育国际权威认证官网
- PA6T必威体育国际权威认证官网
- PPS必威体育国际权威认证官网
- PPA必威体育国际权威认证官网
- PPO必威体育国际权威认证官网
- PEI必威体育国际权威认证官网
- LCP必威体育国际权威认证官网
- PES必威体育国际权威认证官网
- PSU工程料
- PFA必威体育国际权威认证官网
- PPSU必威体育国际权威认证官网
- PTFE必威体育国际权威认证官网
- PEEK必威体育国际权威认证官网
- IXEF必威体育国际权威认证官网
- PBT/ABS必威体育国际权威认证官网
- PC/PET必威体育国际权威认证官网
- PC/PBT必威体育国际权威认证官网
- PA/ABS必威体育国际权威认证官网
- PC/PS必威体育国际权威认证官网
- PPS/CF必威体育国际权威认证官网
- PC/CF必威体育国际权威认证官网
- TPX弹性体塑料
- TPU弹性体塑料
- PVC塑胶原料
- TPEE弹性体塑料
- TPV弹性体塑料
- TPR弹性体塑料
- TPE弹性体塑料
- SPS弹性体塑料
- SEBS弹性体塑料
- SBS弹性体塑料
电话:0769-87785012
手机:13798885550 周小姐
传真:0769-27205501
地址:东莞市樟木头塑胶城一期
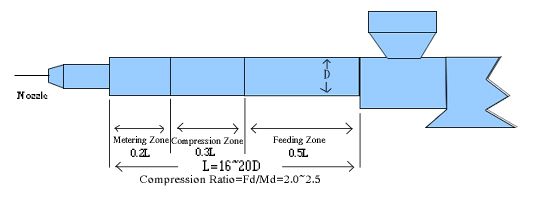
TPU射出成型介绍 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 发布时间:2011-3-26 0:40:31 作者:plasone 信息来源:原创 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 上一页:TPU加工建议 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 下一页:TPU押出成型介绍 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||